��� Hokkaido Branch Factory
���D�C����A���~���^���D�̌����H��
�����E��ʌ���
�����H���t�����g -����������n���܂ł̗���
1)�����i�K
1.�D��ō��� �D�匚���˗���o�����c�Ɓ��ō�������{�v������
2.�_��O �D�匩�ϒ������֘A�ƎҎd�l����ς̊m�F���[���挈�߂Č_��
3.�_��� �����\������ޥ��@�֒������D��ɍH����d�l�̍Ē�o
2)�D�k�����H�� (�N�H���� ���̍H���ɍs���܂�)
4.�v����} ��{�v���ڍאv(���})�����ތ^�o�͋y�у}�[�L���O
5.����n�㏬�g ���ސؒf�����ނɍ��ޕt�������g�����O�Ȃ�
3)�D�k��g�H��
6.�u���b�N�g����n�� �A�b�p�[�f�b�L����b���u���b�N��|����Ԃőg��
7.�b���u���b�N����� �b���u���b�N���g�g���㎡��ځ��u�����[�N��t
8.�|���u���b�N���� �S�̂̍��g�����と�����n�ځ��O�\�t���O�n��
9.�u���b�N�𐳗��ɔ��] ���]�������n�ځ��c��聨�O�T���_�[�d�グ
4)���s����㕔�\�����y�ъe���~���H��
10.�㕔�\�����g�� �㕔�\���E�~���v���P�[�V���O�g�����}�X�g�ޑg��
11.�e��n���~���H�� �b�E�@�֎��̋@��ނ̉ˑ䐻�쁨��s�z�ǁE�z��
5)���ځE�~���H��
12.��@�y�ы@��ޓ��� �e���c���と�V���t�g�n�c�o������@�֓���
13.�㕔�\������ �@���t��P�[�V���O���ځ��~���\��������
6)�i��
14.�h���H���E�i���O�_�� �ǎ�t���h�����O���E�ђʎ���`�F�b�N
15.�i�� �i�������~���ݕǂɂĎ�@�n���E�c�~���H��
7)�C�㎎�^�]
16.���^�]�E�f�[�^�[��� �D�嗧����^�]�������^�]
17.���͎��� �e�@��ދy�эq�C�E���J�@�B�̎��^�]�������d���~���H��
8)���n���E��q
18.��q���� �ŏI�����@�\�`�F�b�N����q��������q
19.���n�� ����ځ����Ɗm�F�と���n������
9)�A�t�^�[�T�[�r�X
20.�A�t�^�[�_�� �P�N�⏞���Ԍ�̓A�t�^�[�_��
�����H���t�����g�ɖ߂�
1)�����i�K
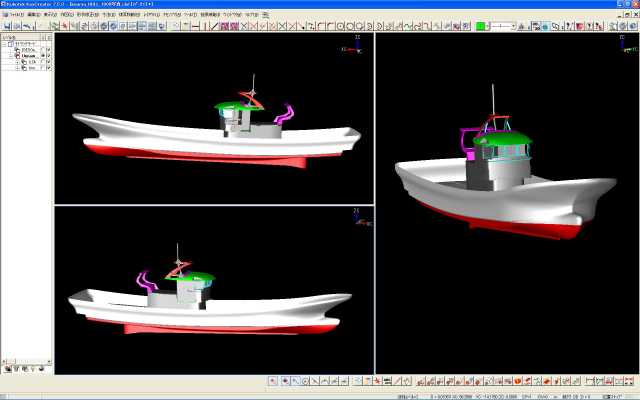
1.�ō����i�K ���D�匚���˗����ō�������{�v�����ρ�
�D�咼�ڂ������������� �^�C�v�V�b�v�����ō��p�}�ʂ������Ďf���܂�
�D�̗p�r�E���\�E�傫���y�ы@��̑I�� �����Ĕ[���W���l�߂ċ��c���
�܂��� ���ςł���T����{�v����ʔz�u�}�����������܂�� ���̎��_��
�ӎv�̂���}���Ǝ��M���A�s�[���ł����Ȃ� ���C�o�����D�������ɂ���
�Ă͗D�ʂɐi�߂邱�Ƃ��o���܂������ �܂��\�f�̂Ȃ�ʒi�K�ł͂���
2.�_��O�̒i�K ���D�匩�ϒ������֘A�ƎҎd�l����ς̊m�F���[���挈�߂Č_��
�D��̗\�Z�E��]�ɍ��킹�Č��ϋ��z��d�l�̘b�����ɓ���܂�� �����ł͑��D��
���D�������E�@�\�I�ɃV�X�e��(�D)�S�̂��v�l���D��ɓK�����z�������\�͂����
���D�����s�b�㖳���䂦 �D�傪���ڎ�@���[�J�[����ЂɌ��ψ˗��������\�Z�����
���ނ肪���D�������ł��ꂩ�瑢�D�������Ɍ��ς点��Ȃ�Ă̍\�}�͉ߋ�������
���Ƃɂ��Ă��炢����� ���������\�}�͂��肦�Ȃ�� �������肹�����D���
3.�_���̒i�K �� �����\������ޥ��@�֒������D��ɍH����d�l�̍Ē�o��
���D�̏ꍇ� �����O�ɊW�e�ȂɌ������\�������܂�� ���ォ�猚���H���ɓ���
�[���̂�����D�̎��(�A���~��)� ��@�֤ ���J�@�B�Ȃǂ͒����ɒ������܂��
�H���\� �@��[���\������� �m���ɔ[�������܂�Τ �D��y�ъ֘A�@��(���g ��)��
�d�l���E�H��(�o����)�\���o��� ���݂��̐M�p�m�F�̂��� �S�͂𐾂��܂��
�����H���t�����g�ɖ߂�
2)�D�k�����H��
4.�v ����{��\���v�����}�����ތ^�o�͋y�у}�[�L���O��
��{�v(�A�����W� ���C��� �R���v��)�̎��Ԃ̂������E������������
�ɂ���� �D�̐��\�̃��x�������܂�܂�� �c��Ȑ��̍\�����ނ�CAD��
�����ăv���b�^�[�o�͂��t�B�����^�ƒ�K���}�[�L���O�ǂɓn������
��ɂ͖߂�܂��� �v�҂̕s���H �����Č���H���̓V�X�e����
�]��� �e�G�L�X�p�[�g�ɓn��ǂ�ǂ�i�݂܂��
| ��{�v�� | �ڍאv�Ō��})�� | �p�[�c�@�l�X�e�B���O�� | �P�K�L��� |
 |
 |
 |
 |
5.����n�㏬�g ���m�R�ؒf�����ނɍ��ޕt�������g�����O�Ȃ���
�A���~�ɏ����ꂽ�}�[�L���O�ʂ�Ɋۃm�R(100���E160��)��
�ؒf���܂� ���͓͂d�C��G�A�[�ł�� �ؒf���ꂽ���ނɍ��t��������
���g�i�K�ɂ�����܂�� �ؒf���ꂽ�Ȃ��̂���O�� �Ȃ����H�ɂ܂킵�܂�
�o�[�i�[�ł��Ԃ萅�������Ȃ��� �k�ޗ͂ŐE�l�Z�������ċȂ����܂��
| ���ރm�R�ؒf | ���ޖʍޕt�� | ���ލ��t�� | �Ȃ��O�� |
 |
 |
 |
 |
�����H���t�����g�ɖ߂�
3)�D�k��g�H��
6.�u���b�N�g���E�n�����A�b�p�[�f�b�L����b���u���b�N��|����Ԃőg����
�n��ɂ� �A�b�p�[�f�b�L�� cutting�E�ڂ�������
�}�[�L���O���ؒf�̌� ���悢��O���H���� ���ނ�|�����
�ɂđg�グ�Ă����܂�� ���炽�߂� ���ނ̑����ɂ� ������
�D���b���u���b�N�E�D��b���u���b�N�ɕ��� ���̒i�K
�͐i�݂܂� �˂���E�䂪�݂̖����l�ɍH�쐸�x�ɐ_�o�W���
| U.DECK�}�[�L���� | U.DK�g���� | ���ޑg�グ�� | �b���u���b�N�W�O���ڑO�� |
 |
 |
 |
 |
7.�b���u���b�N��������u���b�N���g�g���㎡��ځ��u�����[�N��t��
�b�����g�݃u���b�N��n��ŊȈՎ���ɂđg�グ����
�D���b�����g�݃u���b�N���� �u�����[�N�� �������l������
�|������𗧂� ���ڂ��܂�� ���̎��̒��ӂ� �����Ɗ�� ��
�|�C���g�ƂȂ�܂�� �D������̊�����܂�� �D��b��
���g�݃u���b�N���D��O�u���b�N���u�����[�N�̏��ɓ��ڂ��܂��
| �D���u���b�N�擋�ځ� | �D��u���b�N���ځ� | �D��O�g�グ�� | �u�����[�N���ځ� |
 |
 |
 |
 |
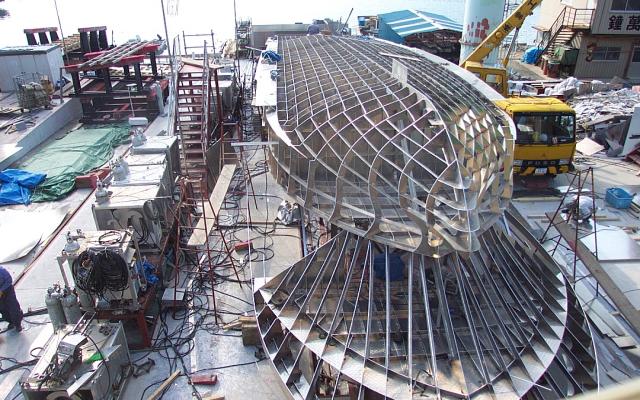
8.�|���u���b�N�������S�̂̍��g�����と�����n�ځ��O�\�t���O�n�ځ�
�S�̍��g�݃u���b�N������������ ���g�݂̗n�ڂł�
�~�O�n�ڋ@�Ƃ��� �������n�ڋ@�� ���̏�Ԃ� �������n�ڂ�
�ł������� �������n�ڂ����܂� ���̌� �D��O�O��
�u�����[�N�O���{�b�g���O�Ɛ��x�ǂ��Ȃ����O��\��t
���܂� �O�̗n�ڂ܂ŏI������ ��1��ڂ̔��]�̏����ƂȂ�܂��
| ���g�̗n�ځ� | �D��O�\�t�� | �X�^���t���[�����ځ� | �O�n�ڊ��������] |
 |
 |
 |
 |
9.�u���b�N�𐳗��ɔ��]�����]�������n�ځ��c��聨�O�T���_�[�d�グ��
�N���[��(25t)2��ł̔��]���(���D���̓g���{�ƌ����܂�)
���]��͉����n�ڂ̎R�ł� �n�ڏI���と�O����ː��e�X�g��
�^���N�G�A�[���̓e�X�g �� �Г��y��JCI�̏��������s���܂��
�~���H���ƕ��s�� �O�̘c����� �n�ڂ̉��͂��������߂܂�
�c�̖����ʂ������� �f�B�X�N�T���_�[�Œ��J�Ɏd�グ�Ă����܂��
| ��ʂ̉������n�ځ� | �ŏI3��ڔ��]�� | �O�c��聨 | �T���_�[�d�グ�� |
 |
 |
 |
 |
�����H���t�����g�ɖ߂�
4)���s����㕔�\�����y�ъe���~���H��
10.�㕔�\�����g�����㕔�\���E�~���v���P�[�V���O�g�����}�X�g�ޑg����
�~���H�����D�k�H���ƕ��s���Ă����Ȃ�� ���ڋ@��ɂ��
�e�D�̈Ⴂ������ �v�҂͂��̎��_���� �߂�H���̖����悤��
�[���ƎҁE�D��a�Ɛ}�ʤ �}������ɖȖ��ɑō������i�s���܂�
�㕔�\������ ��@�֓��ڂɍ��킵�� �������ڂł���l��
��{�H�����g�܂�܂� �ǂ�ЂƂx��Ă� �V�X�e���ɉe�����܂��
| ���ǎ����ʁ� | �b�� �D����聨 | ���[�_�[�}�X�g�g���� | �D��}�X�g�g���� |
|  |
 |
 |
 |
11.�e��n���~���H�����b�E�@�֎��̋@��ނ̉ˑ䐻�쁨��s�z�ǁE�z����
�q�C�E���J�E�@�ցE�b�@��ނ̉ˑ�y�ѐ��앨(���������ł�)�
��ƌ������l�� �O����O�Ƃ� �|���u���b�N��Ԃł�
�o�����Ƃ͍s���܂� (����� ��s�~���Ƃ���)
�z�Ǔ��̃t�����W�E�ђʋ���E�z�ǁE�ˑ�ނ̎�t ��������
�H�����l�����ꍇ ���Ƃ��Ȃ��ł� �Ƃ�ł��Ȃ������
| �ˑ䐻�쁨 | �z�Ǘn�ځ� | ���J�~���� | ��s�~���� |
|  |
 |
 |
 |
�����H���t�����g�ɖ߂�
5)���ځE�~���H��
12.��@�y�ы@��ޓ������e���c���と�V���t�g�n�c�o������@�֓��ځ�
�O�E�o���N�w�b�h�E�A�b�p�[�f�b�L�̘c�������H���Ă���
�@�֑��莲�S�T�C�g�� �X�^���`���[�u�����t���܂�
�v���y���V���t�g��ʂ��Ă��܂��� ��@�ւ̓��ڂł�
��@���t����@�O�J�E���^�[���t�����d�@���t�Ƌ@�֎�
�����ɑ啨��悩��[�� �㕔�\���𓋍ڂ���i�������܂��
| �X�^���`���[�u��t�� | �Ǥ �y���Ǝ�t�� | �@�֓��ڑO�� | �@�c�o����t�� |
|  |
 |
 |
 |
13.�㕔�\���������@���t��P�[�V���O���ځ��~���\�������ځ�
�㕔�\�����ڌ�� ���x �Ƃ����D�̑傫���̎w�W��
���錟��������܂� �ǂ��̑��D�������܂�D���łͥ���
���̎��_�̍H���� �����ЊQ�̑����^�C�~���O��
�d���E�K�X�z�[�X�W�����ݍ��� �@�֎��� �b��
�l���W������̂š �Г����S�V�X�e���̓O��𐾂��܂��
| �㕔���ڑO�� | �㕔�\�����ځ� | �������J�@�B�� | ���J�@�B���ڈʒu�o���� |
|  |
 |
 |
 |
�����H���t�����g�ɖ߂�
6)�i��
14.�h���H���E�i���O�������ǎ�t���h�����O���E�ђʎ���`�F�b�N��
�ǁE�v���y�������t�����V�[�`�F�X�g�y�ъђʊW�
�O���܂��̍H������������ �h���H���ɂ����� �D����
������ JCI�i���O����� ���Y���F�茟��� �� �Ői���O��
�H�����������܂�� �i���シ����@�ւ��n���ł���H����
����Τ �i�����~���ݕǂł��� �̍H���̏ꍇ������
| �h���H���� | �D�������� | �i���O������ | �i�����O�� |
|  |
 |
 |
 |
15.�i�����i�������i�����~���ݕǂɂĎ�@�n���E�c�~���H����
�i������͑D���v�҂� �قƂ�Ǖ��ʂ̏�Ԃł͂��肦�Ȃ��
����Ԃł̌v��i���ʂ蕂�����낤���H �Ƃ� �����p�͂ǂ���
�v��ʂ�̐��\���o�邾�납� �X�s�[�h�M�������e��[�Ȃ�
����� �O�̓�����@�ق����炩���� �������ɍs�������Փ��ɥ���
�ܤ �܂Ȕ̌��Ԃł����祥 ��l� ���C�Ȋ炵�Ă܂�������
| �i�����O(�����) | �i�����O(�z�^�e) | �i�����T | �ݎT�� |
 |
 |
 |
 |
�����H���t�����g�ɖ߂�
7)�C�㎎�^�]
16.���^�]�E�f�[�^�[������D�嗧����^�]�������^�]��
�G���W���n�������� �@�茟���̗Վ��q�s������������悢��
�Г����^�]�ł� �����I�ƎГ��Ǝ��̎��^�]���j���[�ɏ]���i�݂܂��
���\�����������ȏゾ�Ƥ �{���� �z��` �Ƃ� �S�n�悢���������
�D�傳���������Ă���܂����H���� ��}�A�`������Ȃ���
���炢���킹���� �������� ����������ŐQ�����C���ɂȂ�
�ʖڂȂ� �ڂ��M���M���ɂ��� �K���ő��T�茾���Đ��
���Ƃ����� ���^�]�f�[�^�[�m�F��͖@�茟���̌����^�]�ƌ���
�@��̍ŏI�������I��� JG�JCI���猟���؏������������܂��
| 19GT�T���} | 14GT�z�^�e�D | 29GT-JG���� | 19GT-JCI���� |
 |
 |
 |
 |
17.���͎������e�@��ދy�эq�C�E���J�@�B�̎��^�]�������d���~���H����
�e�@��̌��̓e�X�g ����� ���\�ʂ蓮�����ǂ��� �e�X�g���܂�
�D�̎��^�]�q�s�ɔ�ׂ�� ���F�o�����̎��^�] �����ē���O
���ꂩ��� �d�グ�~�������Ăł� ����Ɏ���� �ǂ����g����
�������Ĥ ���i�����b��������Ȃ�܂� ������C�͔����Ȃ��I
��H���̖����l�� �o�c�ҁE�v�҂� �D��ׂ�����Ŋm�F���܂��
| �T���}LED�W���� | �����d�@��q�C�v�� | �������� | �O���d�@��q�C�v�� |
 |
 |
 |
 |
�����H���t�����g�ɖ߂�
8)���n���E��q
18.��q�������ŏI�����@�\�`�F�b�N����q��������q��
�ŏI�����@�\�`�F�b�N�ɂ����Ղ�2���Ԉȏ�̎��Ԃ�������
��q�X�s�[�h��荂��(�قڑS��)�̑��q�e�X�g�ʼn�q�̎��M��
�t���܂�� 2�l�̉�q����2���̐^�~�C����q���邱�Ƃ�����
��Ɏ��̂̂Ȃ��悤�ɉ�q�o�q�Ɠ����ɑ��D�����Ԃŗ���
��D�����Ɍ��Ȃ���������܂��B �������T�d�߂���قǂɡ
| ���q�e�X�g�� | ��q���������� | ��q�J�n�� | ��q���� |
 |
 |
 |
 |
19.���n��������ځ����Ɗm�F�と���n��������
���n�ő��D���� ����(�D)���}���܂�� �����ςݍ��ݤ �ŏI�����~����
���o����̓_�������Ĥ ����������� ��������� �L��������܂���
������낵�����肢�v���܂�����āA�������������f�ɂ��܂��Ƃ�
�����Ď₵���C�����ł����ς��B�@�Ј��S�����D�ɏ����������đ��
�Ȃ��ǁA�j���n���ł���@�D��͂����ȋْ��ł����ς������ˁB
| �ł���ɓ��`�� | �����Ɨ���� | ���ڂł������I�� | 20�g���A�`��ԁ� |
 |
 |
 |
 |
�����H���t�����g�ɖ߂�
9)�A�t�^�[�T�[�r�X
20.�A�t�^�[�_�����P�N�⏞���Ԍ�̓A�t�^�[�_��
1�N�Ƃ�� ���̌�Ƃ� �₵���b����� �����Ɛe�ʕt������
�݂Ă��`�� ����ł��� ���������� ���������Ē���������
��X���D��l�ɓ����Ē����܂�� �I�[�_�[�H������������܂��
�P�N��̃A�t�^�[�T�[�r�X�̃V�X�e�����߂Ďf���Ă��܂��
���ꂩ��͕������̎��� ���i���g���܂��傤 ����ł�
�A���~�D�͎g���ق� ���C���e�i���X����ق� �ꐶ���̂ł��
| �A�t�^�[�H���͐^�~ | �������� | ���ۏC�� | �_�u�����O�C�� |
 |
 |
 |
 |
�����H���t�����g�ɖ߂�
���z�[����
|